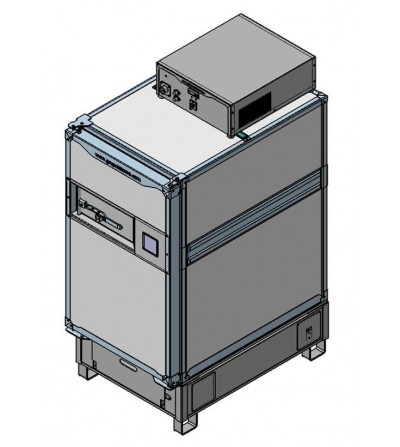
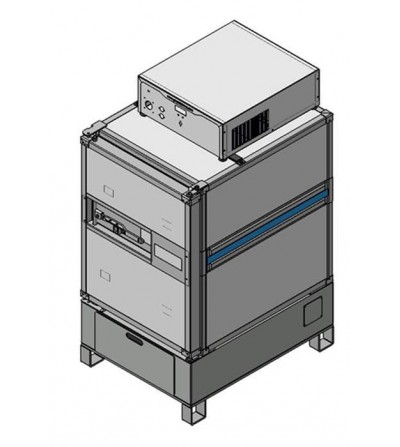
By law, temperature-sensitive products, such as vaccines, drugs and other pharmaceutical products require handling and storage suited to their characteristics. We are continuing to develop a specific line of containers for the pharmaceutical industry with capacity between 700 and 1360 litres that are designed to ensure product integrity.
According to Spanish regulations, people working with pharmaceutical products are responsible for their acquisition, safekeeping, distribution and preservation. The use of insulated or temperature-controlled containers is required by the Spanish health system for transporting all medical supplies from place to place and in perfect conditions.
For this purpose, our containers are equipped with a sophisticated refrigeration system consisting of compressors located at the top of the unit to keep these products at a temperature of between 0ºC and 12ºC or higher. The internal composition of injected polyurethane improves layout allows the incorporation of an auto-defrosting system and more efficient air flow.
Approved containers with ATP certified
Our containers for the pharmaceutical industry are ATP certified class FNAX (normal A-class refrigerator, removable), and are equipped with RFID technology for handling via computer or mobile devices. Their galvanized steel reinforcement allows these containers to be loaded like pallets and there is an option for caster wheels for good mobility.